

因此,如何提高燙金的質量也常常成為人們探討的問題,這里,筆者從幾方面談談對燙金工藝操作的一些個人體會。
一、燙金的基本工藝
燙金的主要材料是電化鋁,因此燙金也叫電化鋁燙印。燙金是利用熱壓轉移的原理,將電化鋁中的鋁層轉印到承印物表面上。
其基本工藝是:首先,在合壓,即電化鋁被燙印版、承印物壓住的狀態下,電化鋁受熱使其上熱熔性的有機硅樹脂層和膠粘劑熔化,此時受熱熔化的有機硅樹脂粘性變小,而特種熱敏膠粘劑受熱熔化后粘性增加,使得鋁層與電化鋁基膜剝離的同時轉印到了承印物上。
隨著壓力的卸除,膠粘劑迅速冷卻固化,鋁層牢固地附著在承印物上,完成一個燙印過程。
燙金的工藝流程包括:燙印準備-裝版-墊版-調整燙印工藝參數-試燙-簽樣-正式燙印。
二、提高燙金質量的途徑
從燙金的基本工藝可以看出,燙金的3個基本要素是:溫度、壓力和燙印時間。
要想獲得理想的燙印效果,燙印溫度、燙印壓力、燙印速度等工藝參數一定要合理掌握;另外,與燙金有關的原材料質量也必須有保障,比如:承印物的燙印適性、電化鋁材料的性能以及燙印版的質量等等。如果某一環節出了問題,必將影響到最終的燙印效果。
1)選擇合適的承印物
可以燙金的承印物很多,通常是紙張,如:銅版紙、白板紙、白卡紙、布紋紙、膠版紙等等。但并不是所有的紙張燙金效果都理想,如果表面粗糙、紙質疏松的紙張,例如對于書刊紙、較差的膠版紙等,由于電化鋁層不能很好地附著在其表面上,特有的金屬光澤不能很好地體現出來,甚至會燙印不上。
因此,燙金的承印物應選用質地密實、平滑度高、表面強度大的紙張,這樣才能獲得良好的燙印效果,把特有的電化鋁光澤充分地體現出來。
2)根據承印物的不同選擇合適的電化鋁型號
電化鋁的結構有5層,即:聚酯薄膜層、脫落層、色層(保護層)、鋁層和膠層。電化鋁型號較多,常見的有l號、2號、8號、12號、15號等。色澤上除了金色以外,還有銀、藍、棕紅、綠、大紅等數十種。
選擇電化鋁不僅要選擇合適的色澤,同時還要根據承印物的不同選擇相應的型號。型號不同,其性能和適燙的材料范圍也有所區別。
通常情況下,紙制品燙印用得最多的是8號,因為8號電化鋁粘結力適中,光澤度較好,比較適合一般的印刷紙張或者已上光的紙張、漆布燙印。如果在硬塑料上燙印則應選擇其它的相應型號,如15號電化鋁。
電化鋁的質量主要是靠目測和手感來把關,如檢查電化鋁的色澤、光亮度以及沙眼等。質量好的電化鋁要求色澤均勻、燙印后光潔、無沙眼。
對于電化鋁的牢度和松緊度一般可通過用手揉搓,或用透明膠帶紙試粘其表層進行檢查。
如果電化鋁不易脫落,說明牢度、緊度較好,比較適宜燙印細小的文字圖案,燙印時不易糊版;如果輕輕揉搓電化鋁就紛紛脫落,則說明其緊度較差,只能用于圖文比較稀疏的燙印;另外,要注意電化鋁的斷頭,斷頭越少越好。
值得注意的是,電化鋁一定要妥善保管,應存放于通風干燥處,不能與酸、堿、醇等物質混放一處,并要有防潮、防高溫、防曬等措施,否則電化鋁會縮短使用期限。
3)制作好燙印版
燙印版一般有銅版、鋅版和樹脂版,相對來說,銅版最好,鋅版適中,樹脂版稍差。因此,對于精細的燙印,應盡可能用銅版。對于燙印版,要求其表面平整、圖文線條清晰、邊沿光潔、無麻點和毛刺。
如果表面略有不平整或輕度擦傷、起毛時,可用精炭輕輕擦拭,使之平整光滑。燙印版腐版深度應略深,至少在0.6mm以上,坡度在70°左右,以保證燙印圖文清晰、減少出現連片和糊版,同時提高耐印率。
燙印的文字、線條和圖案的設計很有講究。圖文應盡可能粗細適中、疏密合理,如太小太細,容易缺筆斷劃;太粗太密,則容易糊版。
4)控制好燙印溫度
燙印溫度對熱熔性有機硅樹脂脫落層和膠粘劑的熔化程度有較大影響,燙印溫度一定不能低于電化鋁耐溫范圍的下限,這是保證電化鋁粘膠層熔化的最低溫度。
如果溫度過低,熔化不充分,會造成燙印不上或燙印不牢,使印跡不結實、不完整、缺筆斷劃或者發花;
而溫度過高,則熔化過度,致使印跡周圍附著的電化鋁也熔化脫落而產生糊版,同時高溫還會使色層中的合成樹脂和染料氧化聚合,印跡起泡或出現霧斑狀,并且導致鋁層和保護層表面氧化,使燙印產品降低亮度或失去金屬光澤。
一般來說,電熱溫度應在80~180℃之間調整,燙印面積較大的,電熱溫度相對要高些;反之,則低一些。
具體情況應根據印版的實際溫度、電化鋁類型、圖文狀況等多種因素確定,通常要通過試燙找出最適合的溫度,應以溫度最低而又能壓印出清晰的圖文線條
為標準。
5)要合理掌握燙印壓力
燙印壓力與電化鋁附著牢度關系很大。即便溫度合適,如果壓力不足,也無法使電化鋁與承印物粘牢,或產生掉色、印跡發花等現象;反之,如果壓力過大,襯墊和承印物的壓縮變形會過大,產生糊版或印跡變粗。因此應細致調整好燙印壓力。
設定燙印壓力時主要應考慮:電化鋁性質、燙印溫度、燙印速度、承印物等。一般來說,紙張結實、平滑度高、印刷的墨層厚實,以及燙印溫度較高、車速慢的情況下,燙印壓力應小一些;反之,則應大一些。
另外,與印刷相似,燙印的襯墊也應注意,對于平滑的紙張,如:銅版紙、玻璃卡紙,最好選用硬性的襯墊紙,這樣獲得的印跡比較清晰;相反,對于平滑度差、較粗糙的紙張,襯墊最好軟一些,特別是燙印面積又較大的情況下。
最后,燙印壓力一定要均勻,如果試印時發現局部燙印不上或產生花麻,可能是此處的壓力不平,可在該處的平板上墊上薄紙,進行適當調整。
6)燙印速度盡可能恒定
接觸時間與燙印牢度在一定條件下是成正比的,而燙印速度決定了電化鋁與承印物的接觸時間。
燙印速度慢,電化鋁與承印物接觸時間長,粘結就比較牢固,有利于燙印;相反,燙印速度快,燙印接觸時間短,電化鋁的熱熔性有機硅樹脂層和膠粘劑尚未完全熔化,就會導致燙印不上或印跡發花。
當然,燙印速度還必須與壓力、溫度相適應,如果燙印速度增加,溫度和壓力也應適當加大。
另外,電化鋁本身性能對燙印速度的影響也較大。質量好的電化鋁可以實現快速燙印,這一點國產電化鋁與進口電化鋁差別較大。
國產電化鋁通常只適合低速燙印,速度在2000張/h左右,最高一般不超過3000張/h;進口的可以達到8000張/h,甚至更高。但不管速度如何,重要的一點是:燙印速度應盡可能保持相對穩定,不要輕易改變。
應在穩定燙印速度的前提下,適當調整燙印溫度與壓力,使燙印效果最佳化,這樣可以減少可變因素,使操作穩定,容易控制燙印質量。
上述只是影響燙金質量的幾個主要因素,而且這些因素并不是互相孤立的,他們之間是相互制約的。
確定這些因素要以電化鋁的燙印適性和承印物的特性為基礎,以燙印版的圖文結構、面積和燙印速度來確定最佳的壓力,最后調整合適的燙印溫度。
而基本的出發點則應以盡可能均勻、適中的壓力,較低的溫度和相對穩定的燙印速度進行燙印,以達到圖文清晰干凈、平整牢固、光澤度高、無臟點、無砂眼的良好效果。
三、燙印應注意的其它問題
燙金質量受多種因素影響,特別是由于燙金是在印后進行,其印刷效果、墨層厚薄、油墨的性質等等都會直接影響燙印效果。因此,應注意以下幾個問題:
1)應在油墨干透后再燙印。如果墨層尚未干透就開始燙印,由于油墨附著不牢,容易產生拉脫墨層的故障,以致燙印不上。
2)如果在底色上燙印,底色墨層不可過濃、過厚,盡量做到深墨薄印,避免3色、4色疊印,以免由于墨層過厚,油墨附著不夠牢固,造成燙印不牢、發糊,甚至拉脫油墨層等不良現象。另外,燙印實地底色時,應適當降低燙印溫度,這樣燙印效果才比較理想。
3)如果在實地專色上燙印,在印刷專色時要控制好油墨助劑的加放量,比如干燥劑用量過多會引起油墨層晶化,導致電化鋁燙印不上;另外,印刷時應盡量避免摻入不干性油類,如機油、煤油、慢干劑以及玉米粉等,以免出現燙印不上的情況。
如因添加油墨助劑造成燙印不上,可用無水酒精擦拭印刷品表面,破壞油層或蠟質,以增強電化鋁的附著能力,改善燙印效果。
其它相關介紹
因此,如何提高燙金的質量也常常成為人們探討的問題,這里,筆者從幾方面談談對燙金工藝操作的一些個人體會。
一、燙金的基本工藝
燙金的主要材料是電化鋁,因此燙金也叫電化鋁燙印。燙金是利用熱壓轉移的原理,將電化鋁中的鋁層轉印到承印物表面上。
其基本工藝是:首先,在合壓,即電化鋁被燙印版、承印物壓住的狀態下,電化鋁受熱使其上熱熔性的有機硅樹脂層和膠粘劑熔化,此時受熱熔化的有機硅樹脂粘性變小,而特種熱敏膠粘劑受熱熔化后粘性增加,使得鋁層與電化鋁基膜剝離的同時轉印到了承印物上。
隨著壓力的卸除,膠粘劑迅速冷卻固化,鋁層牢固地附著在承印物上,完成一個燙印過程。
燙金的工藝流程包括:燙印準備-裝版-墊版-調整燙印工藝參數-試燙-簽樣-正式燙印。
二、提高燙金質量的途徑
從燙金的基本工藝可以看出,燙金的3個基本要素是:溫度、壓力和燙印時間。
要想獲得理想的燙印效果,燙印溫度、燙印壓力、燙印速度等工藝參數一定要合理掌握;另外,與燙金有關的原材料質量也必須有保障,比如:承印物的燙印適性、電化鋁材料的性能以及燙印版的質量等等。如果某一環節出了問題,必將影響到最終的燙印效果。
1)選擇合適的承印物
可以燙金的承印物很多,通常是紙張,如:銅版紙、白板紙、白卡紙、布紋紙、膠版紙等等。但并不是所有的紙張燙金效果都理想,如果表面粗糙、紙質疏松的紙張,例如對于書刊紙、較差的膠版紙等,由于電化鋁層不能很好地附著在其表面上,特有的金屬光澤不能很好地體現出來,甚至會燙印不上。
因此,燙金的承印物應選用質地密實、平滑度高、表面強度大的紙張,這樣才能獲得良好的燙印效果,把特有的電化鋁光澤充分地體現出來。
2)根據承印物的不同選擇合適的電化鋁型號
電化鋁的結構有5層,即:聚酯薄膜層、脫落層、色層(保護層)、鋁層和膠層。電化鋁型號較多,常見的有l號、2號、8號、12號、15號等。色澤上除了金色以外,還有銀、藍、棕紅、綠、大紅等數十種。
選擇電化鋁不僅要選擇合適的色澤,同時還要根據承印物的不同選擇相應的型號。型號不同,其性能和適燙的材料范圍也有所區別。
通常情況下,紙制品燙印用得最多的是8號,因為8號電化鋁粘結力適中,光澤度較好,比較適合一般的印刷紙張或者已上光的紙張、漆布燙印。如果在硬塑料上燙印則應選擇其它的相應型號,如15號電化鋁。
電化鋁的質量主要是靠目測和手感來把關,如檢查電化鋁的色澤、光亮度以及沙眼等。質量好的電化鋁要求色澤均勻、燙印后光潔、無沙眼。
對于電化鋁的牢度和松緊度一般可通過用手揉搓,或用透明膠帶紙試粘其表層進行檢查。
如果電化鋁不易脫落,說明牢度、緊度較好,比較適宜燙印細小的文字圖案,燙印時不易糊版;如果輕輕揉搓電化鋁就紛紛脫落,則說明其緊度較差,只能用于圖文比較稀疏的燙印;另外,要注意電化鋁的斷頭,斷頭越少越好。
值得注意的是,電化鋁一定要妥善保管,應存放于通風干燥處,不能與酸、堿、醇等物質混放一處,并要有防潮、防高溫、防曬等措施,否則電化鋁會縮短使用期限。
3)制作好燙印版
燙印版一般有銅版、鋅版和樹脂版,相對來說,銅版最好,鋅版適中,樹脂版稍差。因此,對于精細的燙印,應盡可能用銅版。對于燙印版,要求其表面平整、圖文線條清晰、邊沿光潔、無麻點和毛刺。
如果表面略有不平整或輕度擦傷、起毛時,可用精炭輕輕擦拭,使之平整光滑。燙印版腐版深度應略深,至少在0.6mm以上,坡度在70°左右,以保證燙印圖文清晰、減少出現連片和糊版,同時提高耐印率。
燙印的文字、線條和圖案的設計很有講究。圖文應盡可能粗細適中、疏密合理,如太小太細,容易缺筆斷劃;太粗太密,則容易糊版。
4)控制好燙印溫度
燙印溫度對熱熔性有機硅樹脂脫落層和膠粘劑的熔化程度有較大影響,燙印溫度一定不能低于電化鋁耐溫范圍的下限,這是保證電化鋁粘膠層熔化的最低溫度。
如果溫度過低,熔化不充分,會造成燙印不上或燙印不牢,使印跡不結實、不完整、缺筆斷劃或者發花;
而溫度過高,則熔化過度,致使印跡周圍附著的電化鋁也熔化脫落而產生糊版,同時高溫還會使色層中的合成樹脂和染料氧化聚合,印跡起泡或出現霧斑狀,并且導致鋁層和保護層表面氧化,使燙印產品降低亮度或失去金屬光澤。
一般來說,電熱溫度應在80~180℃之間調整,燙印面積較大的,電熱溫度相對要高些;反之,則低一些。
具體情況應根據印版的實際溫度、電化鋁類型、圖文狀況等多種因素確定,通常要通過試燙找出最適合的溫度,應以溫度最低而又能壓印出清晰的圖文線條
為標準。
5)要合理掌握燙印壓力
燙印壓力與電化鋁附著牢度關系很大。即便溫度合適,如果壓力不足,也無法使電化鋁與承印物粘牢,或產生掉色、印跡發花等現象;反之,如果壓力過大,襯墊和承印物的壓縮變形會過大,產生糊版或印跡變粗。因此應細致調整好燙印壓力。
設定燙印壓力時主要應考慮:電化鋁性質、燙印溫度、燙印速度、承印物等。一般來說,紙張結實、平滑度高、印刷的墨層厚實,以及燙印溫度較高、車速慢的情況下,燙印壓力應小一些;反之,則應大一些。
另外,與印刷相似,燙印的襯墊也應注意,對于平滑的紙張,如:銅版紙、玻璃卡紙,最好選用硬性的襯墊紙,這樣獲得的印跡比較清晰;相反,對于平滑度差、較粗糙的紙張,襯墊最好軟一些,特別是燙印面積又較大的情況下。
最后,燙印壓力一定要均勻,如果試印時發現局部燙印不上或產生花麻,可能是此處的壓力不平,可在該處的平板上墊上薄紙,進行適當調整。
6)燙印速度盡可能恒定
接觸時間與燙印牢度在一定條件下是成正比的,而燙印速度決定了電化鋁與承印物的接觸時間。
燙印速度慢,電化鋁與承印物接觸時間長,粘結就比較牢固,有利于燙印;相反,燙印速度快,燙印接觸時間短,電化鋁的熱熔性有機硅樹脂層和膠粘劑尚未完全熔化,就會導致燙印不上或印跡發花。
當然,燙印速度還必須與壓力、溫度相適應,如果燙印速度增加,溫度和壓力也應適當加大。
另外,電化鋁本身性能對燙印速度的影響也較大。質量好的電化鋁可以實現快速燙印,這一點國產電化鋁與進口電化鋁差別較大。
國產電化鋁通常只適合低速燙印,速度在2000張/h左右,最高一般不超過3000張/h;進口的可以達到8000張/h,甚至更高。但不管速度如何,重要的一點是:燙印速度應盡可能保持相對穩定,不要輕易改變。
應在穩定燙印速度的前提下,適當調整燙印溫度與壓力,使燙印效果最佳化,這樣可以減少可變因素,使操作穩定,容易控制燙印質量。
上述只是影響燙金質量的幾個主要因素,而且這些因素并不是互相孤立的,他們之間是相互制約的。
確定這些因素要以電化鋁的燙印適性和承印物的特性為基礎,以燙印版的圖文結構、面積和燙印速度來確定最佳的壓力,最后調整合適的燙印溫度。
而基本的出發點則應以盡可能均勻、適中的壓力,較低的溫度和相對穩定的燙印速度進行燙印,以達到圖文清晰干凈、平整牢固、光澤度高、無臟點、無砂眼的良好效果。
三、燙印應注意的其它問題
燙金質量受多種因素影響,特別是由于燙金是在印后進行,其印刷效果、墨層厚薄、油墨的性質等等都會直接影響燙印效果。因此,應注意以下幾個問題:
1)應在油墨干透后再燙印。如果墨層尚未干透就開始燙印,由于油墨附著不牢,容易產生拉脫墨層的故障,以致燙印不上。
2)如果在底色上燙印,底色墨層不可過濃、過厚,盡量做到深墨薄印,避免3色、4色疊印,以免由于墨層過厚,油墨附著不夠牢固,造成燙印不牢、發糊,甚至拉脫油墨層等不良現象。另外,燙印實地底色時,應適當降低燙印溫度,這樣燙印效果才比較理想。
3)如果在實地專色上燙印,在印刷專色時要控制好油墨助劑的加放量,比如干燥劑用量過多會引起油墨層晶化,導致電化鋁燙印不上;另外,印刷時應盡量避免摻入不干性油類,如機油、煤油、慢干劑以及玉米粉等,以免出現燙印不上的情況。
如因添加油墨助劑造成燙印不上,可用無水酒精擦拭印刷品表面,破壞油層或蠟質,以增強電化鋁的附著能力,改善燙印效果。
隨著科學技術的不斷推進,“防偽技術”也是不斷提升,目前市面上的防偽標簽各種各樣,今天小編主要為各位簡單講解一下幾種常見也是當下非常流行的幾類防偽標簽。
“動態二維碼”防偽識別標簽(圖1)
(圖1)
加密參數:動態二維碼聯合移動數據端(手機,掃描器)直接掃碼可別真偽。
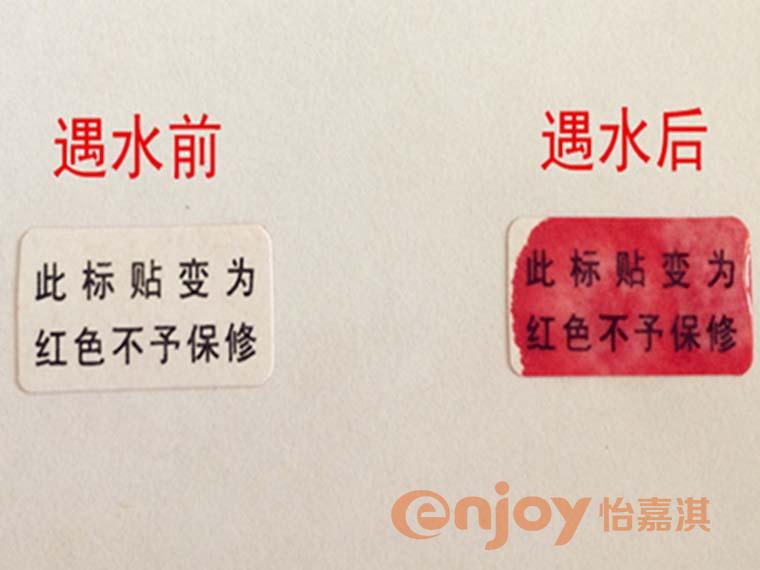
“揭開留底印防偽標簽”(圖2)
(圖2)
加密參數:特殊原材料?后期印刷工藝。
它的實際應用如(圖3)
(圖3)
采用此技術防偽的防偽不干膠標簽多用于:(高精度,精密儀器零部件生產廠商、機械智能化電器設備制造商、著名品牌汽車,船廠零件等)
“鐳射激光?二維碼”防偽標簽(圖4)
(圖4)
加密參數:
1.激光防偽又名鐳射防偽,或稱激光全息防偽。激光防偽技術包括激光全息圖像防偽、加密激光全息圖象防偽和激光光刻防偽技術三方面。
2.動態二維碼聯合移動數據端(手機,掃描器)直接掃碼可別真偽。
“區塊鏈—全程溯源技術”(圖5)
(圖5)
加密參數
1.特殊定制曲線底紋為背景。
2.隨機動態二維碼,可利用手機掃碼:實時溯源,可查官網,物流,產品生產的整個流程。
3.序列號:實時查詢物品存放狀態以及物流信息。








 13691823896
13691823896 在線客服
在線客服


